- News |
-
- Featured
-
Canada’s privacy commissioner launches investigation over the use..
As the years pass by, technology also widens, and more and more are being discovered. From simple gadgets..
- Business |
-
- Featured
-
Be an informer to I-T dept; earn up..
Sharing "specific information" with the income tax department about any benami..

- Tech & Industry |
-
- Featured
-
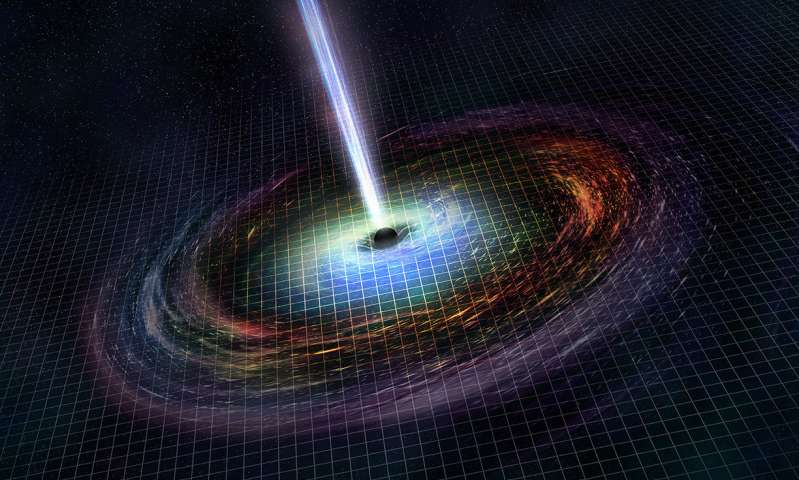
Gravitational wave event likely signaled birth of black..
The merger of two neutron stars that generated gravitational waves detected last year may have led to the birth..
- Entertainment |
-
- Topics
- Malayalam Film
- Media
- Music
- Youth
-
- Featured
-
Shawn Mendes Released Highly Anticipated Self-Titled Album Today
Los Angeles, CA : Multi-Platinum singer/songwriter Shawn Mendes released his highly anticipated self-titled third album today, via Island Records. Get..
-
- New Products |
-
- Topics
- General
-
- Featured
-
ZOTAC Introduces Its GeForce GTX 960 series graphics..
Dubai- ZOTAC International, a leading innovator and manufacturer of graphic cards and mini-

-
- Education |
-
- Topics
- Campus News
-
- Featured
-
ITM University, Gurgaon Student Palash Chhabra Represents Varsity..
New Delhi: Palash Chhabra, a student of ITM University,..

-
- Health |
-
- Topics
- Medical News
-
- Featured
-
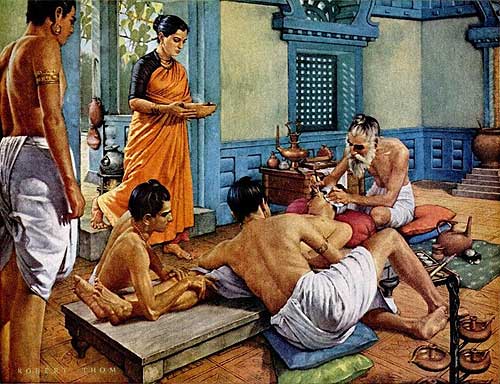
Maharshi Shushruta, The Great Grandfather of Surgery!
by Ayurvedacharya Dr.Hitesh Jani Dr.Hitesh Jani
-
- Tourism |
-
- Topics
- Travel
- Food&Beverages
- Hospitality
-
- Featured
-
“Keraliya Ayurveda is Credible and Authentic”
Irina Gurjeva Irina Gurjeva is not just another vacationer in..

-
- Sports |
- Editor's column |
- Magazine |
6 Important Principles to Follow for Ensuring Consistency in The Food Manufacturing Industry
Published on February 14, 2019
The quality and safety of food in any food manufacturing company is always a top priority. Each company involved in FDA regulated products must ensure the products are safe for human consumption and meet the highest set standards. Government bodies usually set the standards with regulations that we call Good Manufacturing Practices, GMP. These are the minimum standards every product must meet to prevent adulteration.
Good Manufacturing Practices must be a lifestyle to all food manufacturing industries. This is the only way to protect consumer safety. Implementation of quality systems through each processing stage is also recommended.
In this post, we discuss some important principles that every food manufacturing company must follow to ensure safe products for their consumers. These principles are:
Standard sourcing of raw materials
The standards should be set from the very first stage of sourcing for raw materials. The quality and safety of the raw materials go a long way in ensuring your consumers get the best and safe products. The supply chains must be written down and followed starting from farmers and supplies. Every company must know where their raw materials come from and the farming methods used.
There should be a clear definition of the raw materials that meet the standards of your company. Stringent measures should then be put in place to ensure these materials meet those standards. This includes performing tests and rejecting materials that don’t meet the set standards.
Preparation for processing
The raw materials sourced must be prepared for processing. In most cases, the materials are in storage and can easily be attacked by allergens, pests, and other foreign materials. Preparation includes getting the equipment in your factory ready for processing the food. Everything must be set to meet the highest sanitary standards. In developing the best manufacturing standards, the American Meat Institute discovered that the lack of standards in equipment sanitary was a major flaw most companies ignored.
Every manufacturing company should be built to meet precise prerequisites that allow for safe food processing. This includes a safe and clean supply of water. There should also be proper filtration and testing process of the waters. Every product that comes in contact with food must be assessed to ensure it meets the set-out safety standards. The flow of ingredients and raw materials to the industry should be properly labeled and segregated. This means creating designated zones for different materials. There should be a process in place for cleaning equipment at every stage of processing. Of course, all this is only possible if every employee is trained to meet the set-out standards.
The processing
When processing products, the techniques used should be scientifically tested and proven to deliver the safest products possible. Products should be prepared in the right dosages and constantly used to ensure there is no harm caused due to over-dosage.
The step-by-step procedures should be written down and followed to avoid mix up and errors. Every step must also be documented for traceability and compliance. If you’re using a checkweigher to measure the exact weight of packaged products, then note the weight down. This is the only way of noticing anomalies when they happen.
Process food at the standard set temperatures to retain their nutritional value. The best way to go about it is to have a standardized process.
Validation of cleaning and sanitary protocols
This is one area that every food manufacturing company should take seriously. It is a stage that can lead to major contamination if ignored. The set of procedures for cleaning and sanitation of equipment should be written down and proven to work. The employees working on cleaning and sanitation should be taught the importance of hygiene and be conversant with these protocols.
They should have written reports of their cleaning schedule, chemicals used, and time of cleaning. The chemicals used for cleaning must be compatible with the equipment and the right amount used. In most cases, employees face challenges cleaning equipment due to their complex design. It is recommended that before any equipment is ordered, the company should work with the equipment manufacturer to have a clear vision of how the equipment will be cleaned.
Testing
This is another crucial principle that applies to almost all industries. Before any food product leaves a factory, it must be tested to ensure it meets the setout safety standards. While there are tests done at every processing stage and bad food products eliminated, final testing must be done.
Tests done on food products include checking for microorganisms and harmful products. The tests should not be done to ensure products are safe, but to verify they are. Stringent inbuilt control measure should be set to ensure no product goes to packing without testing.
The company should be confident that their testing produces only release safe products to the market.
Packaging and transportation
Finally, the packaging and transportation process should be done in a manner that the food reaches the consumer in the best conditions possible. The food must be properly packaged and stored in ideal temperatures. The process of packaging is vital in ensuring food reaches consumers in safe conditions.
There should also be proper labeling to show the date of expiry, how to store the food, how to prepare and information on the ingredients used. Let the consumers know all the ingredients in the food and possible allergic reactions.
The company needs to have unique batch codes that show when the product was manufactured for easy tracking when in the field. Regular product sampling from retail stores and supermarkets should also be done to check if the foods are in good conditions.
Scientific knowledge is always changing, and it makes sense that companies keep improving their safety measures. Even the consumer expectations are changing, and it’s up to companies to keep up with the standards.
Conclusion
Following these principles will help companies produce safe food for their consumers and avoid wastage. The principles help companies eliminate errors and keep up with the set manufacturing standards.












